以太网模块帮助施耐德TM218LFAE40DRPHNPLC实现包装机械多设备高效通讯案例
一、项目背景与痛点分析
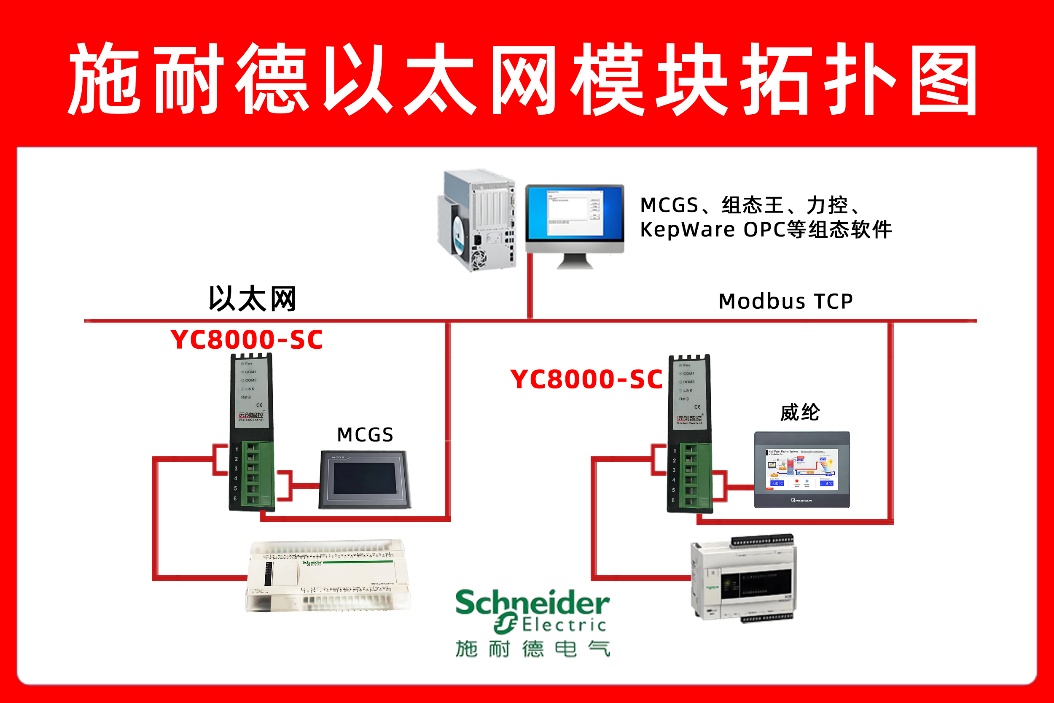
在某食品饮料企业的自动化灌装生产线中,核心控制系统采用施耐德TM218LFAE40DRPHNPLC进行设备逻辑控制。原系统通过RS485串口同时连接上位机(SCADA系统)和触摸屏(HMI),但随着生产规模扩大和数据交互需求增加,传统串口通讯暴露出以下核心痛点:
通讯速率瓶颈
RS485总线最高速率仅115.2Kbps,当灌装过程需实时上传温度、压力、流量等128路模拟量数据时,单帧数据传输耗时超过80ms,导致上位机监控画面刷新延迟明显,操作人员无法及时捕捉设备异常波动。
单主站协议限制
ModbusRTU协议要求同一时刻仅允许一个主站通讯